想要了解(杨浦) 数控等离子切割机大幅面激光切割机实力见证产品的魅力?视频为你揭晓答案!
以下是:杨浦(杨浦) 数控等离子切割机大幅面激光切割机实力见证的图文介绍
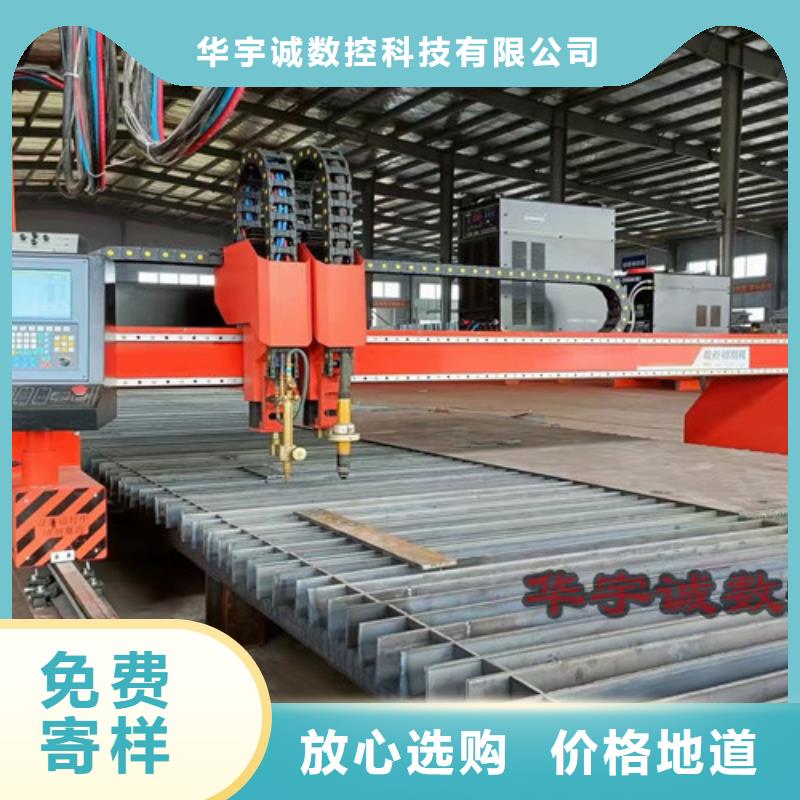
 数控等离子切割机大幅面激光切割机实力见证")
 数控等离子切割机大幅面激光切割机实力见证")
正确设定数控等离子切割机的弧压自动调高目前数控切割设备在各工业行业的应用逐渐扩大,但在实际应用中操作人员总会遇到各个方面的问题。今天结合我们海斯科技的弧压调高器来讲解一下关于数控切割机自动调高的设定问题。首先将数控等离子切割机系统切割模式设为等离子模式,开启弧压调高器电源。接下来就从下面三个方面来设定自动调高器。图片1.测试手动调高是否运转正常试按调高器上手动上升(TORCH↑)、下降(TORCH↓)按钮,观察割炬运动方向是否正确;在割炬上限位置点按手动上升按钮,割炬应没有上升动作,此时按下降按钮,割炬应下降;在割炬下限位置点按手动下降按钮,割炬应没有下降动作,此时按上升按钮,割炬应上升,确认上限位、下限位动作可靠。若割炬不能上升(或下降),可能是割炬处在上限(下限)位置上,或者上限位开关(下限位开关)损坏。请及时更换损坏的限位开关,否则会因开关不动作导致调高电机损坏。2.初始定位测试按调高器上初始定位(IHS TEST)按钮,此时,等离子割炬应以初始定位下降脉宽(IHS DOWN PWM)设定的速度向下运动,喷嘴接触钢板后停顿,并以初始定位上升脉宽(IHS UP PWM)设定的速度上升定位时间(IHS时间),到达适当的起弧高度停止。起弧高度一般为切割高度的1.5~2倍,根据等离子电源的说明书来设定,如切割高度为1.5mm,其起弧高应该为3mm左右。用户可以根据切割经验,调整定位时间来改变起弧高度,以在减少耗材损伤的前提下达到的切割质量。3.弧压测试按调高器上初始定位(IHS TEST)按钮,使割炬到达起弧高度,再点按调高器上弧压测试(ARC TEST)按钮,起弧成功,观察弧压监视窗口中测到的弧压值。检测到的弧压值应该与弧压设定值相近。若两者相差太大,请调整弧压设定值,使之相近,否则,会引起切割时切割高度太高或使割炬在切割过程中撞板,两种方式下,都会导致切割质量下降,并引起割炬耗材的严重损伤 。经过以上测试后,我们就可以开始正式切割了。实际使用中,切割的具体参数和割炬易损件,输入电压,空气压力...都有关系,操作人员应该积极去了解和学习设备的相关专业知识,从而积累一些使用经验。以便让设备发挥出更好的使用效果!
 数控等离子切割机大幅面激光切割机实力见证")
 数控等离子切割机大幅面激光切割机实力见证")
 数控等离子切割机大幅面激光切割机实力见证")
数控等离子切割机与激光切割机的比较
数控等离子切割机是一种新型的热切割设备,它的工作原理是以压缩空气为工作气体,以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
等离子切割机可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割,不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单,而且具有显著的节能效果。等离子切割机适用于各种机械、金属结构的制造、安装和维修,作中、薄板材的切断、开孔、挖补、开坡口等切割加工。
激光切割是利用高功率密度的激光束扫描过材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,达到切割材料的目的。
激光切割,由于是用不可见的光束代替了传统的机械刀,激光刀头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
就切割精度而言,等离子能达到1mm以内,激光能达到0.2mm以内;在成本上等离子切割机相对于激光切割机来说要便宜的多,在加工精度上等离子切割相对于激光切割一个是粗加工,一个是精细加工!
等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割发展到现在,等离子切割机可采用的工作气体(工作气体是等离子弧的导电介质,等离子切割机又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业!
 数控等离子切割机大幅面激光切割机实力见证")
 数控等离子切割机大幅面激光切割机实力见证")
自成立以来,华宇诚数控科技有限公司一直专注于【光纤激光切割机排名、】的品牌形象。经过市场的多年积淀,公司在【光纤激光切割机排名、】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【光纤激光切割机排名、】工作从细节开始、分工明确、高效率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。
 数控等离子切割机大幅面激光切割机实力见证")
 数控等离子切割机大幅面激光切割机实力见证")
 数控等离子切割机大幅面激光切割机实力见证")

在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!
 数控等离子切割机大幅面激光切割机实力见证")
 数控等离子切割机大幅面激光切割机实力见证")


 扫一扫
扫一扫