为了让您更全面地了解我们的芜湖【当地】哈氏合金管 【254SMO】市场报价,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:芜湖【当地】哈氏合金管 【254SMO】市场报价的图文介绍


Hastelloy C-276哈氏合金管的耐腐蚀性: C276合金适用于各种含有氧化和还原性介质的化学流程工业。较高的钼、铬含量使合金能够耐氯离子的侵蚀,钨元素也进一步提高了其耐腐蚀性。C276是仅有的几种能够耐潮湿、 、次氯酸盐以及二氧化氯溶液腐蚀的材料之一,该合金对高浓度的氯化盐溶液具有显著的耐腐蚀性(如氯化铁和氯化铜)。 Hastelloy C-276应用领域有: C276合金在化工和石化领域得到了广泛的应用,如应用在接触含氯化物有机物的元件和催化系统中。这种材料尤其适合在高温、混有杂质的无机酸和有机酸(如甲酸和乙酸)、海水腐蚀环境中使用。 1纸浆和造纸工业,如煮解和漂白容器。 2FGD系统中的洗涤塔、再加热器、湿汽风扇等 3在酸性气体环境中作业的设备和元件 4乙酸和酸性产品的反应器 5硫酸冷凝器 6亚甲二苯异氰酸盐(MDI) 7不纯磷酸的生产和加工



泰州沃盛特材有限公司秉承质量,客户至上的原则,紧跟世界 芜湖incoloy800、技术发展的潮流,孜孜以求推动 芜湖incoloy800、产品技术的和质量的提高,以真诚的 芜湖incoloy800、产品真诚服务于广大用户,确保客户得到满意的售后服务和技术支持!公司密切加强同业内公司的技术合作,精益求精,确保公司全部 芜湖incoloy800、产品皆为精品。因为我们深信:只有的品质才能为客户创造更多更高的价值,让客户能够更放心的购买我们的产品,对我们的服务有更满意的评价!


哈氏合金管牌号 HASTELLOY B-2镍钼合金,在还原性环境中有优异的耐腐蚀性HASTELLOY B-3 B-2的升级版,对任何温度和浓度的盐酸都有极好的耐腐蚀性。 HASTELLOY C-4较好的热稳定性,650-1040摄氏度有较好的韧性和耐腐蚀性能。 HASTELLOY C-22在氧化介质中耐均匀腐蚀能力比C-4和C-276好,耐局部腐蚀能力优异。 HASTELLOY C-276对氧化性和中等还原性腐蚀有较好的抵抗能力,优异的抗应力腐蚀能力。 HASTELLOY C-2000性能耐蚀合金,在氧化和还原环境中均具有优秀的耐均匀腐蚀能力。 HASTELLOY G-35 G-30的升级产品,耐腐蚀和热稳定性更佳优异HASTELLOY G-30 高铬含量镍基合金,在磷酸及其他强氧化性混合酸介质中表现优异。 HASTELLOY X综合高强度,抗氧化和易加工的特点以上每个牌号都有具体的化学成分,机械性能,各有所长,不能一概而论说哈氏合金有什么特性。



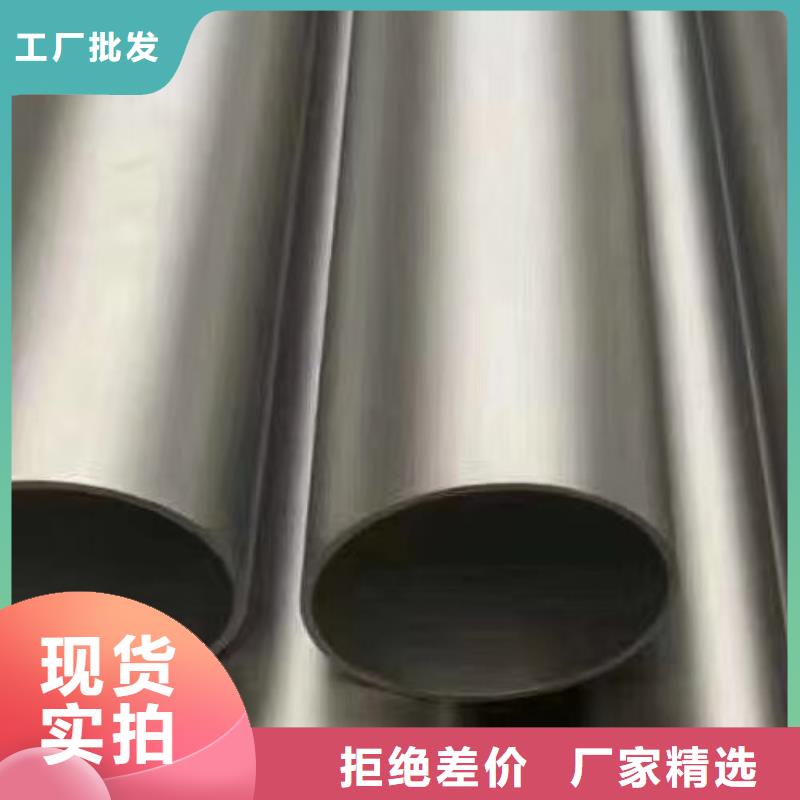
哈氏合金管是一种镍基耐腐蚀合金,主要分成镍-铬合金与镍铬钼合金两大类。哈氏合金管具有良好的抗腐蚀性和热稳定性,多用于航空事业,化学领域等。 哈氏合金管就是美国哈氏合金国际公司所生产的镍基耐蚀合金的商业牌号的统称。包括镍钼系哈斯特洛伊(Hastelloy)B-2,镍铬钼系哈斯特洛伊(Hastelloy)C-4等。 哈氏合金牌号包括以下几个牌号: HASTELLOY B-2 镍钼合金,在还原性环境中有优异的耐腐蚀性HASTELLOY B-3 B-2的升级版,对任何温度和浓度的盐酸都有极好的耐腐蚀性。 HASTELLOY C-4 较好的热稳定性,650-1040摄氏度有较好的韧性和耐腐蚀性能。 HASTELLOY C-22 在氧化介质中耐均匀腐蚀能力比C-4和C-276好,耐局部 腐蚀能力优异HASTELLOY C-276 对氧化性和中等还原性腐蚀有较好的抵抗能力,优异的抗应力腐蚀能力。HASTELLOY C-2000 性能*全面的耐蚀合金,在氧化和还原环境中均具有优秀的耐均匀腐蚀能力。 HASTELLOY G-35 G-30的升级产品,耐腐蚀和热稳定性更佳优异HASTELLOY G-30 高铬含量镍基合金,在磷酸及其他强氧化性混合酸介质中表现优异。哈氏合金(Hastelloy alloy)就是美国哈氏合金国际公司所生产的镍基耐蚀合金的商业牌号的统称。包括镍钼系哈斯特洛伊(Hastelloy)B-2,镍铬钼系哈斯特洛伊(Hastelloy)C-4等。



哈氏合金管焊条的知识点 在焊缝上有产生热裂纹的可能,特别是在终焊点处更容易出现弧坑裂纹,考虑氩保护焊的保护作用好、热量集中、焊缝质量好,热影响区小,焊件变形小,使焊缝及热影响区抗腐蚀性能下降*小,和哈氏合金焊接需求十分匹配,宜采用该工艺,具体是:。 焊机,采用WS-250氩弧焊焊机,这种焊机为直流手工钨级氩弧焊机,具有良好的焊接适应能力。 焊接时选用直流正接法进行焊接,直流正接时,钨级温度低,许用电流大,钨级损耗小,钨级端部打磨为30,头部略为磨出平面。 预热及层间温度,在室温环境下哈氏合金焊接一般不需要预热,只有当空气中的温度低于零度时或者湿气聚集时,才要对母材进行加热,但加热温度也只需达到30-40℃。 采用多层焊时,层间温度必须低于90℃,目的防止在375-875℃过长,引起相脆化。





 扫一扫
扫一扫